- Français
-
EnglishDeutschItaliaFrançais한국의русскийSvenskaNederlandespañolPortuguêspolski繁体中文SuomiGaeilgeSlovenskáSlovenijaČeštinaMelayuMagyarországHrvatskaDanskromânescIndonesiaΕλλάδαБългарски езикGalegolietuviųMaoriRepublika e ShqipërisëالعربيةአማርኛAzərbaycanEesti VabariikEuskeraБеларусьLëtzebuergeschAyitiAfrikaansBosnaíslenskaCambodiaမြန်မာМонголулсМакедонскиmalaɡasʲພາສາລາວKurdîსაქართველოIsiXhosaفارسیisiZuluPilipinoසිංහලTürk diliTiếng ViệtहिंदीТоҷикӣاردوภาษาไทยO'zbekKongeriketবাংলা ভাষারChicheŵaSamoa日本語SesothoCрпскиKiswahiliУкраїнаनेपालीעִבְרִיתپښتوКыргыз тилиҚазақшаCatalàCorsaLatviešuHausaગુજરાતીಕನ್ನಡkannaḍaमराठी
Vision par machine et capteurs visuels : principes de fonctionnement et applications
Catalogue
Qu'est-ce que la vision par machine ?
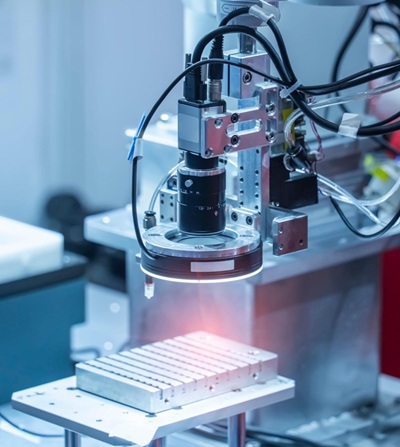
La vision par machine est une technologie qui permet aux machines de capturer, traiter et analyser des images d'objets du monde réel. Elle combine des caméras, des capteurs, des lentilles optiques, des systèmes d'éclairage et des logiciels de traitement d'image pour rassembler des informations visuelles et les transformer en données utiles pour des décisions automatisées.
Dans les applications pratiques, la vision par machine effectue de nombreuses tâches d'inspection visuelle et de mesure qui nécessiteraient autrement l'observation humaine. Au lieu de compter sur une personne pour examiner un produit et juger de son état, le système enregistre une image claire de l'objet, convertit cette image en informations numériques et examine des détails visuels spécifiques. Ces détails peuvent inclure la forme, la taille, la position, la couleur, la luminosité, les contours, les motifs et les conditions de surface. En analysant ces caractéristiques, le système peut déterminer si l'objet répond aux exigences prédéfinies.
Comment fonctionne un système de vision par machine
Un processus de vision par machine suit une séquence logique d'étapes. D'abord, l'objet entre dans la zone d'inspection et est éclairé à l'aide d'une source lumineuse contrôlée. Un éclairage approprié permet de révéler des caractéristiques visuelles importantes et réduit les ombres, réflexions ou autres conditions pouvant affecter la qualité de l'image.
Ensuite, une caméra capture une image de l'objet sous un angle et à une distance spécifiques. L'image capturée est ensuite convertie en données de pixels numériques, où chaque pixel contient des informations sur la luminosité, la couleur ou l'intensité. Cette image numérique est transférée à un système de traitement d'image pour analyse.
Le logiciel examine l'image en détail en identifiant les contours, en comparant les formes, en mesurant les dimensions, en détectant les variations de couleur et en évaluant les caractéristiques de surface. Il traite les motifs de pixels et les valeurs d'intensité pour isoler les informations les plus importantes. Les données extraites sont ensuite comparées à des normes, tolérances ou règles d'inspection prédéfinies pour déterminer si l'objet répond aux critères requis.
Applications et avantages de la vision par machine
Une fois l'analyse terminée, le système génère des résultats qui peuvent être utilisés pour soutenir une large gamme d'opérations industrielles. La vision par machine peut effectuer des mesures précises, identifier des défauts de surface, vérifier la qualité des produits, trier des éléments en fonction de caractéristiques spécifiques, déterminer la position exacte des objets et fournir une guidance pour les systèmes robotiques lors de tâches de manutention ou d'assemblage.
Parce que la vision par machine peut inspecter un grand nombre d'objets rapidement et de manière cohérente, elle aide à améliorer la précision, l'efficacité et la fiabilité de la production. Sa capacité à effectuer des inspections détaillées en temps réel en a fait une technologie clé dans la fabrication, l'automatisation industrielle, la robotique, l'emballage, la production électronique et les systèmes de contrôle de qualité.
Composition des systèmes de vision par machine
Un système de vision par machine est composé de plusieurs composants matériels et logiciels qui travaillent ensemble pour inspecter, mesurer, identifier et suivre les objets automatiquement. Chaque composant accomplit une tâche spécifique dans le processus d'inspection. Dès qu'un objet entre dans la zone d'inspection jusqu'au moment où une décision est prise, l'information circule à travers une série d'étapes connectées. Ces étapes incluent la détection d'objet, l'acquisition d'image, le transfert d'image, le traitement d'image, la génération de résultats et le contrôle d'équipement.
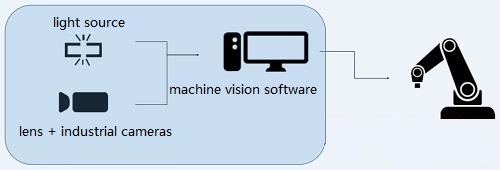
Pour une inspection précise et fiable, chaque composant doit fonctionner en coordination. Un retard dans la capture de l'image, un éclairage médiocre ou un positionnement inexact peuvent affecter la qualité du résultat final. Par conséquent, la performance de l'ensemble du système dépend de la manière dont ces composants opèrent ensemble.
Caméra et objectif
La caméra et l'objectif forment la section d'acquisition d'image du système de vision par machine. Leur rôle est de capturer une image claire et détaillée de l'objet inspecté.
Le processus commence lorsque la lumière réfléchie par la surface de l'objet entre dans l'objectif. L'objectif recueille cette lumière et la focalise sur le capteur de la caméra. La qualité de cette mise au point affecte directement la netteté de l'image. Si l'image est floue, de petits défauts, bords, marques ou détails dimensionnels peuvent devenir difficiles à détecter.
Après que la lumière atteigne le capteur, la caméra convertit l'image optique en données d'image numériques. Ces données consistent en milliers, voire millions de pixels représentant les caractéristiques visuelles de l'objet. L'image est ensuite préparée pour le traitement par le système de vision.
Différentes tâches d'inspection nécessitent différentes configurations de caméra. Une configuration à caméra unique peut être suffisante lorsqu'une seule vue d'un objet est nécessaire. Cependant, les produits aux formes complexes nécessitent souvent plusieurs caméras positionnées à différents angles. Cela permet au système d'inspecter plusieurs surfaces en même temps, d'éliminer les angles morts et de capturer des informations plus complètes.
Les caméras de vision par machine sont disponibles en plusieurs types, y compris les caméras monochromes, les caméras couleur, les caméras à balayage linéaire, les caméras à balayage de surface, les caméras à balayage progressif et les caméras haute résolution. La sélection dépend de facteurs tels que la taille de l'objet, la vitesse de production, le détail d'image requis, le champ de vision et la précision de la mesure.
Source de lumière
La source lumineuse est l'un des composants les plus critiques d'un système de vision par machine car la qualité de l'image dépend fortement d'un éclairage approprié.
Avant qu'une image ne soit capturée, l'objet doit être éclairé de manière contrôlée et cohérente. L'objectif n'est pas simplement de rendre l'objet visible. L'éclairage doit révéler clairement les caractéristiques à inspecter. Ces caractéristiques peuvent inclure des bords, des rayures, des fissures, des textures de surface, des caractères imprimés, des étiquettes, des différences de couleur ou des frontières dimensionnelles.
Un éclairage approprié augmente le contraste de l'image et fait ressortir des détails importants par rapport à l'arrière-plan. Par exemple, une petite rayure sur une surface métallique peut être difficile à détecter dans des conditions d'éclairage normales mais peut devenir très visible lorsqu'elle est éclairée sous un angle spécifique.
Les technologies d'éclairage courantes comprennent l'éclairage LED, l'éclairage fluorescent, l'éclairage à fibre optique et l'éclairage halogène. Parmi ces options, l'éclairage LED est largement utilisé car il offre une luminosité stable, une longue durée de vie et de faibles exigences d'entretien.
La méthode d'éclairage est sélectionnée en fonction de plusieurs facteurs, y compris le matériau de l'objet, la couleur, la texture de surface, la réflectivité, la forme et l'angle d'inspection. Un éclairage bien conçu aide à réduire les ombres, l'éblouissement et les réflexions, ce qui entraîne une précision de détection plus élevée et des résultats de mesure plus cohérents.
Capteurs
Les capteurs sont responsables de la détection de la présence, de la position ou du mouvement d'un objet avant le début de l'acquisition d'image.
Dans une ligne de production typique, les produits se déplacent en continu le long d'un convoyeur ou d'un système de manutention automatisé. La caméra doit capturer l'image au bon moment. Si l'image est prise trop tôt ou trop tard, des zones d'inspection importantes peuvent être manquées.
Pour éviter ce problème, un capteur surveille le mouvement de l'objet et détermine quand il atteint la position d'inspection. Une fois que l'objet arrive à l'emplacement désigné, le capteur envoie un signal de déclenchement à la caméra.
Les types de capteurs courants incluent les capteurs à fibre optique, les capteurs de proximité, les capteurs photoélectriques et les interrupteurs photoélectriques. Ces dispositifs fournissent des informations de timing précises et aident à synchroniser la capture d'image avec le mouvement des objets.
Un déclenchement précis réduit les erreurs liées au mouvement, améliore la cohérence des images et garantit que chaque objet est inspecté dans les mêmes conditions.
Carte de Capture d'Image
Après que la caméra a acquis une image, les données de l'image doivent être transférées au système de traitement. Cette tâche est réalisée par la carte de capture d'image.
La carte de capture reçoit des signaux d'image de la caméra et les convertit en un format que l'ordinateur et le logiciel de vision peuvent traiter efficacement. Pendant les inspections à grande vitesse, de grandes quantités de données d'image doivent être transférées rapidement et de manière fiable. La carte de capture aide à maintenir une transmission de données stable et prévient la perte d'images.
En plus de transférer des données d'image, la carte de capture peut gérer plusieurs fonctions de la caméra. Ces fonctions peuvent inclure le déclenchement de la caméra, le contrôle de l'exposition, l'ajustement du temps d'intégration, la synchronisation et le contrôle de l'obturateur.
Différentes cartes de capture prennent en charge différents standards de communication et interfaces matérielles. Les interfaces industrielles courantes incluent PCI, Compact PCI, PC104 et d'autres plateformes de communication industrielle. L'interface sélectionnée doit correspondre à la fois à la caméra et au système de traitement pour garantir un fonctionnement fluide.
Plateforme PC
L'ordinateur sert d'unité de traitement central du système de vision industrielle. Il reçoit des données d'image, exécute des algorithmes d'inspection, stocke des informations et communique des résultats à d'autres équipements.
Une fois l'image arrivée de la caméra, l'ordinateur traite les données étape par étape. Il peut mesurer des dimensions, localiser des caractéristiques spécifiques, comparer des motifs, détecter des défauts, décoder des codes-barres ou vérifier la qualité des produits. Ces opérations doivent souvent être effectuées en fractions de seconde pour suivre les vitesses de la ligne de production.
Les applications qui nécessitent une inspection rapide et de grands volumes d'images utilisent généralement des processeurs haute performance, une grande capacité mémoire et du matériel informatique avancé pour réduire le temps de traitement.
Dans les environnements industriels, les PC industriels sont couramment utilisés car ils sont conçus pour fonctionner de manière fiable dans des conditions difficiles. Ils peuvent résister à la poussière, aux vibrations, aux fluctuations de température, à l'humidité et aux interférences électriques, ce qui les rend adaptés à un fonctionnement continu en usine.
Logiciel de Traitement Visuel
Le logiciel de traitement visuel est le composant qui transforme les données d'image brutes en résultats d'inspection significatifs.
Après avoir reçu une image, le logiciel l'analyse à l'aide d'algorithmes spécialisés. L'analyse suit souvent une séquence d'opérations. Tout d'abord, le logiciel améliore l'image et élimine le bruit inutile. Ensuite, il identifie les caractéristiques importantes telles que les contours, les formes, les motifs, les caractères ou les zones de couleur. Il effectue ensuite des mesures, des comparaisons ou des tâches de classification selon des règles d'inspection prédéfinies.
Le logiciel peut effectuer une large gamme de fonctions, y compris la mesure dimensionnelle, le positionnement d'objets, la lecture de codes-barres, la reconnaissance optique de caractères (OCR), la détection de défauts, la correspondance de motifs et l'identification de produits.
Une fois l'analyse terminée, le logiciel génère des résultats d'inspection. Ces résultats peuvent inclure des décisions de passage/échec, des valeurs dimensionnelles, des coordonnées d'objets, des codes d'identification, des emplacements de défauts ou des commandes de contrôle de machine.
Certaines plateformes logicielles sont conçues pour des tâches d'inspection hautement spécialisées, tandis que d'autres fournissent des outils flexibles pouvant être adaptés à différentes applications de fabrication et de contrôle de qualité.
Unité de Contrôle Incluant I/O, Contrôle de Mouvement et Conversion de Niveau
L'unité de contrôle connecte le système de vision industrielle à des équipements externes et permet aux résultats d'inspection d'être convertis en actions physiques.
Après que l'analyse d'image soit terminée, le logiciel envoie les données d'inspection à l'unité de contrôle. L'unité de contrôle communique ensuite avec des dispositifs tels que des PLC, des robots, des convoyeurs, des actionneurs, des contrôleurs de mouvement et des modules I/O.
Dans les systèmes d'inspection simples, l'unité de contrôle peut seulement envoyer un signal de passation ou d'échec basique. Par exemple, lorsqu'un produit défectueux est détecté, un signal de sortie peut activer un mécanisme de rejet qui retire l'élément de la ligne de production.
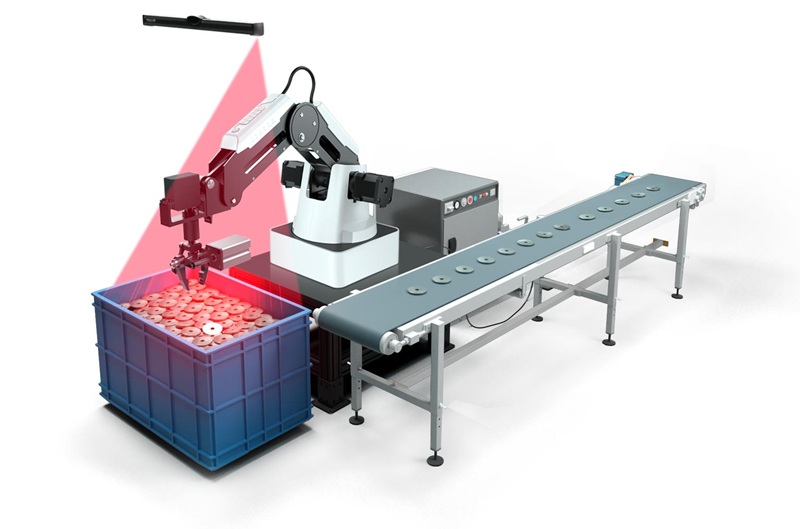
Les systèmes plus avancés nécessitent des capacités de contrôle supplémentaires. Dans les applications robotiques, le système de vision peut calculer la position exacte et l'orientation d'un objet et envoyer ces coordonnées à un contrôleur de robot. Le robot peut alors ajuster son chemin de mouvement et effectuer des opérations précises de prélèvement et de placement, d'assemblage ou de manipulation.
L'unité de contrôle peut également effectuer une conversion de niveau de signal, garantissant que les signaux de communication du système de vision sont compatibles avec l'équipement connecté. En coordonnant l'échange de données et les actions des machines, l'unité de contrôle permet des réponses automatisées telles que le rejet de produits, le guidage robotique, la correction de position, la synchronisation des processus, et le contrôle de la ligne de production.
Caractéristiques de la vision machine
La vision machine offre plusieurs avantages par rapport à l'inspection manuelle, notamment dans les environnements de fabrication où les produits doivent être vérifiés rapidement, avec précision, et de manière cohérente. Lors de l'inspection manuelle, les opérateurs doivent observer en continu les pièces, les comparer aux exigences de qualité, et prendre des décisions en fonction de ce qu'ils voient. À mesure que les volumes de production augmentent, maintenir le même niveau d'attention et de cohérence devient plus difficile.
La vision machine répond à ces défis en utilisant l'imagerie numérique, l'analyse automatisée, et des règles d'inspection prédéfinies. Une fois le système configuré, chaque produit passe par le même processus d'inspection et est évalué selon les mêmes normes. Cela conduit à une plus grande précision, une meilleure cohérence, des vitesses d'inspection plus rapides, des résultats plus objectifs, et des coûts d'exploitation à long terme réduits.
Précision
L'un des principaux atouts de la vision machine est sa capacité à réaliser des mesures et des inspections de haute précision.
De nombreux produits industriels contiennent des caractéristiques extrêmement petites et difficiles à évaluer avec précision à l'œil nu. Des exemples incluent des circuits électroniques fins, des micro-composants, de petits trous, des espaces étroits, des marquages imprimés, des joints de soudure, et des imperfections de surface. Même lorsque des outils de grossissement sont utilisés, l'inspection manuelle dépend souvent du jugement visuel individuel, ce qui peut introduire une variation de mesure.
Les systèmes de vision machine analysent les images au niveau des pixels. Après qu'une image soit capturée, le logiciel identifie des bords spécifiques, des coins, des motifs, ou des points de référence et calcule les dimensions sur la base de mesures calibrées. Cela permet au système de mesurer les distances, les diamètres, les angles, les positions, et les caractéristiques de surface avec un haut degré de précision.
Dans des applications telles que la fabrication d'électroniques, la production de semi-conducteurs, l'assemblage de dispositifs médicaux, et l'usinage de précision, la vision machine peut détecter de petits défauts et des écarts dimensionnels qui peuvent être difficiles à identifier par inspection manuelle seule. Ce niveau de précision aide à améliorer la qualité des produits et réduit le risque que des produits défectueux atteignent des étapes de production ultérieures.
Répétabilité
La vision machine fournit des résultats d'inspection hautement cohérents car elle suit la même procédure d'inspection à chaque fois.
Lors de l'inspection manuelle, différents opérateurs peuvent évaluer le même produit différemment. Même le même opérateur peut arriver à des conclusions différentes à des moments différents en raison de variations de concentration, de charge de travail, ou de conditions de visualisation. Ces variations peuvent affecter la cohérence du contrôle qualité global.
La vision machine élimine une grande partie de cette variabilité en appliquant des règles d'inspection prédéfinies et des paramètres de mesure à chaque produit. Chaque image est traitée selon la même séquence d'opérations, et chaque résultat est comparé aux mêmes critères d'acceptation.
Par exemple, si un produit nécessite un diamètre de trou dans une plage de tolérance spécifique, le système mesure cette caractéristique en utilisant la même méthode pour chaque cycle d'inspection. Le processus d'évaluation reste inchangé que l'on inspecte le premier produit ou le dix-milleème produit.
Ce haut niveau de répétabilité aide les fabricants à maintenir une qualité de produit uniforme, des normes de production stables, et des performances d'inspection cohérentes sur de grands volumes de production.
Vitesse
Les systèmes de vision machine peuvent inspecter les produits beaucoup plus rapidement que les méthodes d'inspection manuelle.
Dans un environnement de production, les produits se déplacent souvent en continu sur des convoyeurs, des tables de classement, ou des systèmes d'assemblage automatisés. L'inspection doit être terminée dans un délai très court sans interrompre le flux de production. L'inspection manuelle peut devenir un goulet d'étranglement lorsque les vitesses de production augmentent, en particulier lorsque de nombreux produits doivent être vérifiés dans un temps limité.
Les systèmes de vision machine sont conçus pour gérer ces conditions efficacement. Lorsqu'un objet atteint la position d'inspection, un capteur déclenche la caméra, l'image est capturée, et le logiciel de traitement commence immédiatement l'analyse. Les mesures, les vérifications de défauts, les comparaisons de motifs, et les processus de prise de décision peuvent souvent être complétés en quelques millisecondes.
Parce que la capture et l'analyse d'images se produisent si rapidement, la vision machine peut inspecter des produits en mouvement à grande vitesse en temps réel tout en maintenant la précision de l'inspection. Cela permet aux fabricants de maintenir des taux de production élevés sans sacrifier le contrôle qualité.

Objectivité
La vision par machine fournit des résultats d'inspection basés sur des données d'image mesurables plutôt que sur une interprétation personnelle.
Lors de l'inspection manuelle, différentes personnes peuvent évaluer le même défaut différemment. Des facteurs tels que le niveau d'expérience, la perception visuelle, la pression au travail, les conditions d'éclairage et la fatigue peuvent influencer les décisions. En conséquence, des défauts à la limite peuvent parfois être acceptés par un inspecteur et rejetés par un autre.
La vision par machine suit des critères d'inspection programmés. Le système analyse les caractéristiques de l'image, compare les valeurs mesurées avec des limites prédéfinies, et génère des résultats selon des règles établies. Chaque décision est basée sur les données d'image capturées, les mesures numériques et les seuils programmés.
Parce que le processus d'évaluation ne dépend pas du jugement personnel, les résultats d'inspection restent plus cohérents à travers différents quarts de travail, lots de production et conditions opérationnelles. Cette objectivité aide à améliorer l'assurance qualité, le contrôle des processus et la traçabilité des produits.
Efficacité des Coûts
La vision par machine peut réduire de manière significative les coûts d'inspection à long terme tout en améliorant l'efficacité globale de la production.
Dans les processus d'inspection manuelle, plusieurs opérateurs peuvent être nécessaires pour inspecter les produits de manière continue tout au long d'un quart de production. Un travail supplémentaire peut également être nécessaire pour vérifier à nouveau les produits douteux ou effectuer des mesures répétitives. À mesure que le volume de production augmente, les coûts de main-d'œuvre et les charges de travail d'inspection augmentent généralement également.
Un système de vision par machine automatisé peut accomplir ces tâches de manière continue avec une interruption minimale. Une fois installé et configuré, le système peut inspecter un grand nombre de produits tout en maintenant les mêmes normes d'inspection. Cela réduit le besoin d'une inspection manuelle répétitive et permet au personnel de se concentrer sur des tâches nécessitant une expertise technique ou une amélioration des processus.
Bien que le coût d'investissement initial pour les caméras, l'éclairage, les logiciels et l'équipement de traitement puisse être relativement élevé, les avantages à long terme l'emportent souvent sur les dépenses initiales. Ces avantages comprennent une productivité plus élevée, des coûts de main-d'œuvre réduits, moins d'erreurs d'inspection, moins de produits défectueux, moins de déchets de matériaux et une efficacité de fabrication améliorée.
En conséquence, la vision par machine est souvent considérée non seulement comme un outil de contrôle qualité, mais aussi comme une technologie qui soutient la réduction des coûts, l'optimisation des processus et la performance opérationnelle à long terme.
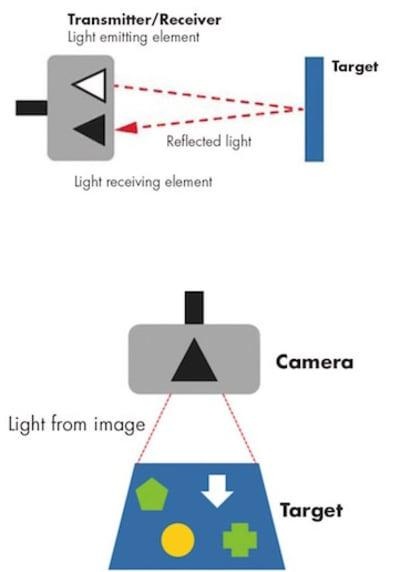
Principe de Fonctionnement des Capteurs Visuels
Comment les Capteurs Visuels Collectent et Analysent l'Information
Un capteur visuel est un dispositif qui capture des images d'un objet et convertit ces images en données d'inspection utiles. Il sert de première étape au processus de vision par machine car toutes les mesures et résultats d'inspection dépendent de la qualité de l'image collectée.
Dans les applications industrielles, les capteurs visuels sont utilisés pour obtenir des informations sur la taille, la position, la forme, l'orientation, la surface, la localisation des bords et le centre de gravité d'un objet. Ces informations aident à déterminer si un produit répond aux exigences de qualité, s'il est correctement positionné pour un traitement ultérieur, ou s'il doit être accepté ou rejeté.
Le processus commence lorsqu'un objet entre dans le champ de vision du capteur. La lumière provenant d'une source d'illumination dédiée ou de l'environnement environnant se reflète sur la surface de l'objet et traverse le système optique du capteur. Les composants optiques concentrent cette lumière réfléchie sur un capteur d'image, créant une représentation numérique de l'objet.
Formation d'Image et Détection Basée sur les Pixels
Au cœur d'un capteur visuel se trouve un capteur d'image composé de milliers ou de millions de pixels individuels. Chaque pixel collecte la lumière d'une très petite zone de l'objet et enregistre des informations sur l'intensité lumineuse et, dans certains cas, la couleur.
Lorsque l'image est capturée, chaque pixel stocke une valeur numérique correspondant à la quantité de lumière qu'il reçoit. Les zones brillantes produisent des valeurs de pixels plus élevées, tandis que les zones plus sombres produisent des valeurs plus faibles. Ensemble, ces valeurs de pixels forment une image numérique complète de l'objet.
La quantité de détails visible dans l'image dépend largement de la résolution du capteur, qui est déterminée par le nombre de pixels disponibles. Un capteur à plus haute résolution divise l'image en plus de points d'échantillonnage, permettant aux caractéristiques plus petites d'être capturées et mesurées plus précisément.
Par exemple, lors de l'inspection d'une carte de circuit imprimé, une image de basse résolution peut ne montrer que le contour général des composants. Une image haute résolution peut révéler des détails beaucoup plus fins, tels que des traces de conducteurs étroites, de petites joints de soudure, de minuscules marques d'alignement ou de légers défauts de surface. Ce détail supplémentaire améliore la précision des mesures et la capacité de détection des défauts.
Traitement d'Image et Extraction de Caractéristiques
Une fois l'image capturée, le capteur visuel commence à traiter les données de l'image. La première étape implique souvent d'améliorer la qualité de l'image en réduisant le bruit, en renforçant le contraste et en séparant l'objet de l'arrière-plan. Ces opérations aident à garantir que les caractéristiques importantes peuvent être identifiées plus clairement.
Le capteur analyse ensuite des caractéristiques spécifiques de l'image. Il peut localiser des bords, identifier des formes géométriques, calculer des dimensions, déterminer l'orientation de l'objet, mesurer des distances ou trouver le point central d'une cible. À ce stade, le système convertit les informations brutes des pixels en données de mesure significatives.
Les informations extraites sont comparées aux images de référence stockées, aux normes prédéfinies, aux limites de tolérance ou aux critères d'inspection. Le processus de comparaison détermine si l'objet correspond aux exigences attendues.
Par exemple, le système peut vérifier si une étiquette est correctement positionnée, si un composant est bien aligné, si un diamètre de trou est dans les limites de tolérance ou si une surface présente des défauts visibles. Le processus d'évaluation suit les mêmes règles programmées pour chaque cycle d'inspection, garantissant des résultats cohérents.
Résultats de sortie et prise de décision
Après l'analyse, le capteur visuel génère des résultats d'inspection qui peuvent être utilisés par des opérateurs, des machines ou des systèmes de contrôle.
En fonction de l'application, la sortie peut inclure des résultats de détection d'objet, des coordonnées de position, des mesures dimensionnelles, des informations d'orientation, des emplacements de défauts, des données d'identification ou des décisions de réussite/échec. Ces résultats peuvent être affichés sur un système de surveillance, stockés pour des dossiers de qualité ou transmis directement à l'équipement de production.
Dans les systèmes de fabrication automatisés, la sortie est souvent utilisée immédiatement. Par exemple, un robot peut recevoir des coordonnées de position pour une opération de prise et de dépôt, un système de convoyeur peut rejeter un produit défectueux ou une machine de production peut ajuster ses paramètres de fonctionnement en fonction des résultats de mesure.
Composants principaux d'un capteur visuel
Un capteur visuel intègre plusieurs technologies dans un système compact capable de capturer, de traiter et de transmettre des données d'image. Pour effectuer ces fonctions avec précision et fiabilité, plusieurs composants travaillent ensemble tout au long du processus d'inspection.
Composants optiques
Les composants optiques guident et focalisent la lumière provenant de l'objet sur le capteur d'image. Ces composants peuvent inclure des lentilles, des filtres, des miroirs et des éléments optiques de protection. Leur objectif est de créer une image nette et stable qui préserve des détails visuels importants.
Unités laser
De nombreux capteurs visuels utilisent des émetteurs laser pour générer des motifs lumineux précis ou des lignes de référence. Ces projections laser facilitent la mesure des distances, la détection des profils d'objet et la création d'informations de surface tridimensionnelles.
Moteurs de scan et mécanismes de scan
Dans les applications nécessitant un balayage de zone ou une mesure de profil, les moteurs de scan et les mécanismes de scan déplacent les composants optiques ou dirigent le chemin de scan à travers la cible. Ce mouvement contrôlé permet au capteur de collecter des données d'image à partir de différentes positions et de construire une représentation complète de l'objet.
Capteurs angulaires
Les capteurs angulaires surveillent la position et le mouvement rotationnels au sein du système de scan. Ils aident à maintenir la précision des mesures en veillant à ce que les composants de scan fonctionnent à l'angle et à la position corrects tout au long du processus d'inspection.
Capteurs CCD linéaires
De nombreux systèmes de détection visuelle utilisent des capteurs CCD linéaires (Charge-Coupled Device) pour capturer des informations d'image ligne par ligne. À mesure que l'objet ou le système de scan se déplace, des lignes d'image successives sont collectées et combinées pour créer une image complète. Cette approche est couramment utilisée dans les applications d'inspection à grande vitesse et de balayage de surface.
Pilotes de capteurs et circuits de contrôle électronique
Les pilotes de capteurs et l'électronique de contrôle régulent le fonctionnement des capteurs d'image, des lasers, des dispositifs de scan et des interfaces de communication. Ils gèrent le timing des signaux, coordonnent l'acquisition des données et garantissent une performance stable du système pendant le fonctionnement continu.
Importance des capteurs visuels dans la vision par ordinateur
Les capteurs visuels sont une partie fondamentale des systèmes de vision par ordinateur car ils fournissent les données d'image nécessaires à toutes les analyses et processus de prise de décision ultérieurs. Sans une acquisition d'image précise, une mesure et une inspection fiables ne sont pas possibles.
En combinant la technologie optique, les circuits électroniques, les dispositifs de détection d'image, les mécanismes de numérisation et les fonctions de traitement, les capteurs visuels peuvent capturer des informations détaillées sur les objets rapidement et de manière cohérente. Cette capacité les rend essentiels pour des applications telles que l'inspection de qualité, le guidage robotique, la mesure dimensionnelle, l'identification d'objets, l'assemblage automatisé et le contrôle de processus industriels.
Mise en œuvre des capteurs visuels
Les capteurs visuels sont des dispositifs d'inspection sans contact qui combinent du matériel d'imagerie, des composants optiques, des circuits électroniques et une technologie de traitement d'image en un seul système. Contrairement aux outils de mesure basés sur le contact, les capteurs visuels n'ont pas besoin de toucher l'objet à inspecter. Les informations sont collectées en capturant et en analysant la lumière réfléchie par la surface de l'objet.
Cette approche sans contact est particulièrement précieuse dans les environnements de production automatisée. Les produits peuvent continuer à se déplacer le long d'un convoyeur, à tourner sur un dispositif de maintien ou à être manipulés par un robot pendant que des mesures et des inspections ont lieu. Comme aucun contact physique n'est nécessaire, il n'y a aucun risque de rayer des surfaces délicates, de déformer des matériaux doux ou d'interrompre le processus de production.
Dans les applications robotiques, les capteurs visuels fournissent les informations nécessaires pour localiser des objets, vérifier des positions, mesurer des dimensions, identifier des caractéristiques et guider des mouvements automatisés. Pour accomplir ces tâches, les systèmes de vision robotique s'appuient généralement sur trois grandes approches de mesure : le traitement d'image en luminosité, le traitement d'image binaire et la mesure basée sur la distance.
Traitement d'Image en Luminosité : Utiliser l'Intensité de la Lumière pour Extraire des Caractéristiques d'Objet
Le traitement d'image en luminosité est l'une des méthodes les plus couramment utilisées dans les systèmes de vision par machine. Le processus commence lorsqu'une caméra capture une image de l'objet cible dans des conditions d'éclairage contrôlées.
Chaque zone de l'image contient une valeur de luminosité qui correspond à la quantité de lumière réfléchie atteignant le capteur d'image. Les surfaces lisses, les marquages imprimés, les bords, les trous, les rayures et d'autres caractéristiques reflètent souvent la lumière différemment, créant des variations de luminosité à travers l'image.
Après l'acquisition de l'image, la caméra convertit l'image optique en données de pixels numériques. Chaque pixel stocke une valeur de luminosité numérique, permettant au système d'analyser l'image mathématiquement. Le logiciel de traitement d'image examine ensuite ces valeurs pour identifier des caractéristiques visuelles importantes.
Lors de l'analyse, le système peut localiser des bords, des coins, des lignes droites, des courbes, des motifs, des caractères imprimés, des défauts de surface et des contours d'objet. Par exemple, lors de l'inspection d'un composant mécanique, les variations de luminosité peuvent révéler le contour d'un trou, le bord d'une surface usinée ou l'emplacement d'un marquage gravé.
Parce qu'une image en niveaux de gris peut contenir une grande quantité de données, le traitement de chaque niveau de luminosité peut nécessiter d'importantes ressources informatiques. Dans les applications industrielles à grande vitesse, des techniques de traitement supplémentaires sont souvent utilisées pour réduire la charge de calcul et améliorer la vitesse d'inspection.
Traitement d'Image Binaire : Simplifier les Images pour une Analyse plus Rapide
Le traitement d'image binaire est couramment utilisé lorsque l'objectif est de séparer rapidement et efficacement un objet de son arrière-plan.
Le processus commence par la conversion d'une image en niveaux de gris en une image binaire, où chaque pixel se voit attribuer l'une des deux seules valeurs possibles. Les pixels sont classés en noir ou blanc en fonction d'un seuil de luminosité sélectionné. Les zones plus claires que le seuil se voient attribuer une valeur, tandis que les zones plus sombres se voient attribuer l'autre.
Cette conversion simplifie considérablement l'image. Au lieu d'analyser des centaines de niveaux de luminosité, le système doit seulement faire la distinction entre deux régions. En conséquence, les calculs deviennent plus rapides et les caractéristiques des objets deviennent plus faciles à identifier.
Une fois que l'objet a été séparé de l'arrière-plan, le système peut effectuer des mesures supplémentaires. Il peut calculer la superficie, la largeur, la hauteur, le périmètre, l'orientation, la position centrale ou la forme géométrique de l'objet. Il peut également compter les objets, vérifier leur présence ou leur absence, et détecter les composants manquants.
Par exemple, sur une chaîne de montage, le traitement d'image binaire peut rapidement déterminer si une pièce est présente à l'emplacement correct avant que la prochaine étape de fabrication ne commence. En raison de sa rapidité et de sa simplicité, cette méthode est largement utilisée dans des applications d'inspection à volume élevé et de tri automatisé.
Mesure Basée sur la Distance : Mesurer la Position et la Forme en Trois Dimensions
Certaines applications nécessitent plus qu'une image bidimensionnelle. Dans ces situations, le système doit déterminer à quelle distance un objet se trouve du capteur et mesurer sa forme tridimensionnelle. Les méthodes de mesure basées sur la distance sont conçues à cet effet.
Le processus consiste à collecter des informations sur la distance physique entre le capteur et différents points de la surface de l'objet. En utilisant ces informations, le système peut calculer la hauteur, la profondeur, le contour, l'orientation et la position spatiale.
Une approche commune est la mesure par triangulation. Dans cette méthode, un faisceau laser ou un motif lumineux structuré est projeté sur la surface de l'objet. La lumière réfléchie est observée d'un angle différent par une caméra ou un capteur. En analysant la relation géométrique entre la source lumineuse, l'objet et la caméra, le système calcule la distance aux points de surface spécifiques.
Une autre approche largement utilisée est la vision stéréo. Cette technique utilise deux caméras positionnées à des emplacements différents, similaire à la façon dont la profondeur peut être estimée à partir de deux angles de vue différents. Les deux caméras capturent des images du même objet simultanément. Le système compare les caractéristiques des images correspondantes et calcule les informations de profondeur à partir des différences entre les deux vues.
La mesure basée sur la distance permet aux capteurs visuels de générer des données tridimensionnelles, rendant possible l'inspection de formes complexes, la mesure des profils d'objet, l'estimation du volume et la détermination des emplacements précis des objets.
Ces capacités sont particulièrement importantes dans des applications telles que la prise par robot, l'assemblage automatisé, la palettisation, la collecte de conteneurs, l'inspection dimensionnelle et le contrôle qualité 3D.
Support de la détection d'objets et du guidage robotique
Les trois approches de mesure sont souvent utilisées ensemble au sein d'un système de vision unique. Une image de luminosité peut être utilisée pour identifier les caractéristiques de surface, le traitement binaire peut isoler l'objet de son arrière-plan, et la mesure de distance peut fournir des données de position tridimensionnelles.
En combinant ces techniques, les capteurs visuels peuvent effectuer un large éventail de tâches industrielles. Ils peuvent détecter des objets, mesurer des dimensions, reconnaître des formes, suivre des mouvements, vérifier la qualité de l'assemblage, déterminer l'orientation des objets et fournir des informations de positionnement pour les systèmes robotiques.
En conséquence, les capteurs visuels sont devenus des composants essentiels dans l'automatisation moderne. Leur capacité à recueillir des informations visuelles précises sans contact physique permet des inspections plus rapides, des mesures plus fiables, un meilleur contrôle des processus et un guidage robotique précis dans une large gamme d'applications de fabrication et industrielles.
Comparison of Photoelectric Sensors and Visual Sensors
Comprendre la différence entre les deux technologies
Les capteurs photoélectriques et les capteurs visuels sont tous deux utilisés pour détecter et surveiller des objets dans des systèmes automatisés, mais ils diffèrent énormément en ce qui concerne la quantité d'informations qu'ils peuvent collecter et traiter.
Un capteur photoélectrique est conçu principalement pour déterminer si un objet est présent ou absent à un emplacement spécifique. Son fonctionnement est relativement simple. Un faisceau lumineux est émis vers une zone cible, et le capteur surveille si ce faisceau est réfléchi, interrompu ou reçu. Sur la base de ce signal, le système détermine si un objet est entré dans la zone de détection.
Cette méthode est efficace pour les tâches de détection basiques, telles que compter des produits sur un convoyeur, détecter l'arrivée d'un colis, confirmer la présence d'un composant ou déclencher l'étape suivante dans un processus de production. Cependant, les informations fournies sont généralement limitées à un résultat de détection simple.
Les capteurs visuels fonctionnent à un niveau d'inspection beaucoup plus élevé. Au lieu de s'appuyer sur un seul signal lumineux, ils capturent une image complète de l'objet et analysent simultanément plusieurs caractéristiques visuelles. Cela permet au système de recueillir des informations détaillées sur l'objet plutôt que de simplement confirmer sa présence.
Capacités d'inspection
La plus grande différence entre les capteurs photoélectriques et les capteurs visuels est la quantité d'informations qui peut être extraite lors de l'inspection.
Un capteur photoélectrique peut généralement répondre à une question simple telle que : un objet est-il présent, absent ou positionné dans une zone de détection. Bien que cela soit suffisant pour de nombreuses tâches d'automatisation simples, cela ne fournit pas d'informations sur l'état ou les caractéristiques de l'objet.
Un capteur visuel peut effectuer des inspections beaucoup plus complètes. Après avoir capturé une image, le système peut analyser la forme, la taille, la position, l'orientation, la couleur, l'état de surface, les marquages, les motifs, les dimensions et les caractéristiques d'assemblage dans le même cycle d'inspection.
Par exemple, considérons un produit se déplaçant le long d'un convoyeur. Un capteur photoélectrique peut seulement confirmer que le produit est arrivé à la station d'inspection. Un capteur visuel peut déterminer si le produit est le bon modèle, vérifier ses dimensions, vérifier l'emplacement des étiquettes, confirmer un assemblage correct, identifier les défauts de surface et mesurer sa position pour la manipulation robotique.
Parce que plusieurs inspections peuvent être effectuées à partir d'une seule image, les capteurs visuels offrent une capacité d'inspection considérablement plus grande au sein d'un seul système.
Réduction des exigences en matériel
Dans les systèmes d'automatisation traditionnels, plusieurs capteurs photoélectriques étaient souvent nécessaires pour effectuer une série de tâches d'inspection.
Par exemple, un capteur pourrait détecter la présence d'un produit, un autre pourrait vérifier la hauteur, un troisième pourrait confirmer l'orientation, et des capteurs supplémentaires pourraient être installés pour vérifier la position ou compter les produits. À mesure que les exigences d'inspection augmentaient, le nombre de capteurs, de supports de montage, de câbles et de points d'ajustement augmentait souvent également.
Les capteurs visuels peuvent souvent remplacer bon nombre de ces dispositifs individuels. Une seule image de caméra contient une grande quantité d'informations qui peuvent être analysées simultanément. Plutôt que d'installer plusieurs dispositifs de détection séparés, un seul capteur visuel peut effectuer plusieurs fonctions d'inspection au sein d'un système intégré.
Cette réduction en matériel peut simplifier la conception du système, réduire la complexité du câblage, minimiser l'espace d'installation et diminuer les exigences de maintenance.
Adaptabilité aux changements de position et d'orientation
Un des avantages les plus importants des capteurs visuels est leur capacité à gérer les variations de position et d'orientation des objets.
Dans de nombreuses applications de détection photoélectronique, les objets doivent passer par un emplacement spécifique avec un alignement constant. Si la position de l'objet se déplace au-delà de la plage de détection du capteur, des lectures incorrectes peuvent se produire. Pour éviter ce problème, les fabricants utilisent souvent des rails de guidage, des dispositifs, des mécanismes de positionnement ou des capteurs supplémentaires pour maintenir un placement constant de l'objet.
Les capteurs visuels offrent une plus grande flexibilité car ils inspectent une image complète au lieu de se fier à un seul point de détection. Lorsque un objet se déplace légèrement dans le champ de vision de la caméra, les algorithmes de traitement d'image peuvent souvent localiser l'objet et continuer le processus d'inspection.
Par exemple, si un colis arrive légèrement décalé par rapport à sa position attendue, le capteur visuel peut identifier le colis dans l'image, déterminer sa position réelle et effectuer les mesures requises en utilisant cette position mise à jour. Cette capacité réduit la dépendance aux systèmes de positionnement mécanique très précis.
Par conséquent, les capteurs visuels sont particulièrement précieux dans les applications où les produits peuvent arriver avec de petites variations dans le placement, la rotation ou l'orientation.
Flexibilité logicielle et changements de produits
Un autre avantage majeur des capteurs visuels est leur flexibilité basée sur le logiciel.
Dans de nombreux systèmes photoélectriques, les changements dans les exigences de production peuvent nécessiter des modifications physiques. De nouveaux capteurs peuvent devoir être installés, les positions de montage peuvent nécessiter un ajustement ou les paramètres de détection peuvent nécessiter une recalibration. Ces changements peuvent augmenter le temps de configuration et la complexité du système.
Les capteurs visuels peuvent souvent être adaptés par configuration logicielle. Les paramètres d'inspection, les limites de mesure, les motifs de référence et les critères d'acceptation peuvent être mis à jour sans changements matériels significatifs.
Par exemple, une ligne de fabrication peut produire plusieurs modèles de produits qui diffèrent en taille, forme, design d'étiquette ou disposition des composants. Au lieu de remplacer les capteurs ou de repenser la station d'inspection, les opérateurs peuvent sélectionner un programme d'inspection différent ou charger une nouvelle recette de produit. Le capteur visuel applique alors les règles d'inspection appropriées pour ce produit.
Cette flexibilité fait des capteurs visuels des dispositifs bien adaptés aux fabrications à haute diversité, aux changements fréquents de produits, à la production personnalisée et aux systèmes de fabrication automatisée modernes.
Résumé des principaux avantages
Bien que les capteurs photoélectriques restent très efficaces pour des tâches de détection simples, les capteurs visuels offrent une gamme de capacités d'inspection beaucoup plus large.
En capturant et en analysant des images, les capteurs visuels peuvent évaluer plusieurs caractéristiques de produit en même temps, réduisant ainsi le besoin de nombreux dispositifs de détection individuels. Ils peuvent s'adapter aux variations de position des objets, prendre en charge des changements rapides de produits grâce à des paramètres logiciels et effectuer des inspections détaillées qui vont bien au-delà de la simple détection de présence.
Pour ces raisons, les capteurs visuels sont devenus une technologie de plus en plus importante dans la robotique, l'inspection automatisée, le contrôle de qualité, les systèmes d'emballage, les opérations d'assemblage et les environnements de fabrication avancés, où la flexibilité, la précision et des inspections riches en informations sont essentielles.
Applications de la vision par ordinateur et des capteurs visuels
La vision par machine et les capteurs visuels sont utilisés dans des applications où des objets doivent être détectés, identifiés, mesurés, inspectés, classés, positionnés ou suivis. En capturant des images et en les analysant automatiquement, ces systèmes peuvent effectuer des tâches d'inspection et de mesure à une vitesse et à un niveau de cohérence difficiles à atteindre par des méthodes manuelles.
Le processus typique commence par l'acquisition d'image. Les caméras capturent des images de l'objet cible, et le logiciel de traitement d'image extrait des informations visuelles importantes. Le système compare ensuite les données collectées avec des normes prédéfinies, des images de référence ou des critères de mesure. Sur la base des résultats, il peut générer des décisions d'inspection, fournir des données de mesure, déclencher des alarmes, guider des robots ou contrôler des équipements de production.
Parce que la vision par machine fonctionne sans contact physique, elle est bien adaptée aux applications impliquant des produits fragiles, des lignes de production à grande vitesse, des environnements dangereux et des tâches de mesure de précision. Sa combinaison de vitesse, d'exactitude, de répétabilité et de capacité d'automatisation a conduit à une adoption généralisée dans de nombreuses industries.
Agriculture
L'agriculture est l'un des domaines d'application en expansion pour la vision par machine. Les opérations agricoles modernes s'appuient de plus en plus sur des systèmes de détection visuelle pour améliorer la qualité des produits, réduire les besoins en main-d'œuvre et soutenir la prise de décision basée sur les données.
La vision par machine est couramment utilisée pour :
• Inspection de la qualité des fruits
• Évaluation de la maturité des fruits
• Surveillance de la croissance des cultures
• Détection des mauvaises herbes
Dans les opérations de classification des fruits, les produits avancent le long d'un convoyeur pendant que plusieurs caméras capturent des images sous différents angles. Cette approche d'inspection multi-vues permet au système d'examiner une plus grande partie de la surface du fruit pendant un cycle d'inspection unique.
Par exemple, dans un système de tri de pommes, les caméras capturent des images pendant que les pommes tournent ou se déplacent à travers la station d'inspection. Le logiciel analyse la couleur de la surface, la forme, la taille, les contusions, les imperfections, les fissures et d'autres défauts visibles. Sur la base des normes de classification prédéfinies, chaque pomme est automatiquement assignée à la catégorie de qualité appropriée.
La vision par machine peut également soutenir la gestion des cultures. Les images collectées à partir de caméras montées sur des tracteurs, des drones ou des systèmes de surveillance des champs peuvent être utilisées pour évaluer la croissance des cultures, identifier les plantes malades, estimer les niveaux de maturité et localiser les mauvaises herbes dans les zones cultivées.
Malgré ces avantages, les applications agricoles présentent des défis uniques. Les environnements extérieurs impliquent souvent des conditions d'ensoleillement changeantes, des ombres, des variations climatiques, des arrière-plans complexes, de la poussière et des différences naturelles entre les plantes. Ces facteurs peuvent affecter la qualité des images et l'exactitude des inspections. En conséquence, la recherche continue d'améliorer la fiabilité et la robustesse des systèmes de vision par machine dans des conditions réelles de terrain.
Fabrication industrielle
La fabrication industrielle est l'un des domaines de la vision par machine les plus établis et les plus largement adoptés.
Dans les environnements de fabrication, les produits passent par plusieurs étapes de production et doivent être inspectés à plusieurs reprises pour garantir la qualité et la cohérence. L'inspection manuelle peut devenir difficile lorsque les produits sont petits, que les vitesses de production sont élevées ou que les critères d'inspection sont complexes. La vision par machine s'attaque à ces défis en effectuant des inspections automatiquement et de manière cohérente tout au long du processus de production.
La vision par machine est largement utilisée pour :
• Identification des produits
• Inspection des étiquettes
• Détection des défauts de PCB
• Inspection des emballages
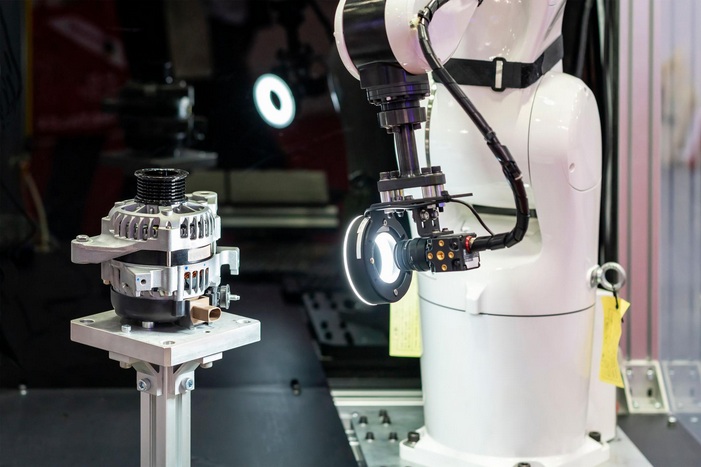
• Inspection des composants automobiles
• Inspection des semi-conducteurs
• Surveillance de la production alimentaire
Pour l'identification des produits, le système peut lire des codes-barres, des QR codes, des numéros de série et des caractères imprimés pour vérifier les informations sur le produit. Lors de l'inspection des étiquettes, les caméras vérifient si les étiquettes sont présentes, correctement positionnées et correctement imprimées.
Dans la fabrication de circuits imprimés (PCB), la vision par machine inspecte les joints de soudure, le placement des composants, les traces de conducteurs et la précision de l'assemblage. De petits défauts qui peuvent être difficiles à identifier par inspection manuelle peuvent souvent être détectés rapidement grâce à l'analyse d'image automatisée.
Les applications d'emballage utilisent la vision par machine pour vérifier l'intégrité des paquets, confirmer les comptages de produits, inspecter les scellés, vérifier les niveaux de remplissage et s'assurer que les informations d'emballage sont correctes. Dans la fabrication automobile et des semi-conducteurs, la vision par machine effectue des mesures dimensionnelles extrêmement précises et des inspections de défauts pour maintenir des standards de qualité stricts.
Dans les environnements de production alimentaire, des capteurs visuels surveillent l'apparence des produits, la cohérence des couleurs, la taille, la forme et la qualité de l'emballage tout en soutenant des opérations de production à grande vitesse.
Ces capacités contribuent à améliorer le contrôle de qualité, l'efficacité de la production, la traçabilité, la cohérence des processus et la flexibilité de fabrication.
Traitement Minéral
La vision par machine est également utilisée dans le traitement minéral et la surveillance de la flottation, où l'information visuelle peut fournir des informations précieuses sur la performance du processus.
Dans les systèmes de flottation, des bulles se forment à la surface des cuves de séparation minérale. La taille, la forme, la couleur, la densité et le mouvement de ces bulles reflètent souvent l'efficacité du processus de séparation.
Les caméras capturent en continu des images de la surface de flottation tandis que le logiciel de traitement d'image analyse les caractéristiques des bulles. Les données collectées aident les opérateurs à évaluer les conditions du processus et à déterminer si des ajustements sont nécessaires.
En surveillant la structure des bulles, la distribution des couleurs, la texture de surface et les motifs de mouvement, les systèmes de vision par machine peuvent soutenir un meilleur contrôle des processus, améliorer les taux de récupération minérale et augmenter l'efficacité opérationnelle.
Transport et Sécurité
La vision par machine joue un rôle important dans les systèmes modernes de transport et de sécurité.
Dans les systèmes de transport intelligents (ITS), les caméras surveillent en continu les routes, les intersections, les péages et les voies de circulation. Les images capturées sont analysées pour identifier les véhicules, compter le flux de trafic, détecter les violations de voie, reconnaître les plaques d'immatriculation et surveiller les conditions routières.
La technologie de détection visuelle est également largement utilisée dans les systèmes de sécurité et de surveillance. Les caméras surveillent les zones protégées et fournissent des données d'image pour des activités telles que le contrôle d'accès, la surveillance du périmètre, le suivi d'objets et la détection d'événements.
En traitant de grands volumes d'informations visuelles de manière automatique, la vision par machine aide à améliorer l'efficacité opérationnelle et soutient des réponses plus rapides aux conditions changeantes.
Imagerie Médicale
L'imagerie médicale est un autre domaine d'application important pour la technologie de vision par machine.
Les systèmes de santé modernes génèrent un grand nombre d'images médicales qui nécessitent une analyse minutieuse. La vision par machine assiste les professionnels de la santé en améliorant les images, en identifiant les structures importantes et en soutenant les évaluations diagnostiques.
Les techniques de vision par machine sont communément appliquées à :
• images Röntgen
• imageries par résonance magnétique (IRM)
• images par tomodensitométrie (CT)
Le processus d'analyse implique souvent la détection de structures anatomiques, la mesure des dimensions, la mise en évidence des anomalies et la comparaison des caractéristiques des images avec des modèles médicaux connus. Ces outils aident à améliorer l'efficacité de l'interprétation des images et à soutenir des évaluations cliniques plus précises.
À mesure que les technologies d'imagerie médicale continuent de progresser, la vision par machine devient de plus en plus importante dans le soutien au diagnostic, à la planification du traitement et à la recherche en santé.
Recherche Scientifique
La recherche scientifique nécessite souvent l'observation et l'analyse d'objets qui sont trop petits, trop nombreux ou trop complexes pour être évalués efficacement par des méthodes manuelles. La vision par machine fournit aux chercheurs des outils automatisés pour l'acquisition d'images, la mesure et la classification.
Les applications incluent :
• analyse des matériaux
• analyse biologique
• analyse chimique
• recherche en sciences de la vie
• comptage et classification des cellules sanguines
• analyse des chromosomes
• identification des cellules cancéreuses
Dans les laboratoires biologiques, les systèmes de vision par machine peuvent capturer des images microscopiques et identifier automatiquement des types de cellules spécifiques. Lors de l'analyse sanguine, le système peut compter les cellules, mesurer les caractéristiques cellulaires, et classer différentes catégories de cellules. Dans la recherche génétique et médicale, les techniques de traitement d'image aident à l'analyse des chromosomes et à l'identification des structures cellulaires anormales.
Les chercheurs utilisent également la vision par machine pour analyser les surfaces des matériaux, observer les réactions chimiques et collecter des données quantitatives à partir d'expériences. L'analyse d'image automatisée améliore la cohérence des mesures et permet de traiter de grands ensembles de données de manière plus efficace.
Avantages Dans Plusieurs Industries
La large gamme d'applications de la vision par machine démontre sa valeur dans les environnements industriels et non industriels.
En combinant l'acquisition d'images, l'analyse automatisée, la mesure, la reconnaissance de motifs et les fonctions de prise de décision, les systèmes de vision par machine peuvent transformer les informations visuelles en données exploitables. Cette capacité soutient des processus d'inspection, de surveillance et de contrôle plus efficaces.
Qu'ils soient utilisés dans l'agriculture, la fabrication, le traitement minéral, le transport, la sécurité, la santé ou la recherche scientifique, la vision par machine contribue à améliorer la précision, l'efficacité, la cohérence, la productivité et la qualité de la prise de décision. Ces avantages ont fait de la vision par machine et des capteurs visuels des technologies essentielles dans l'automatisation moderne et les systèmes intelligents.
Historique du Développement et Évolution des Capteurs Visuels
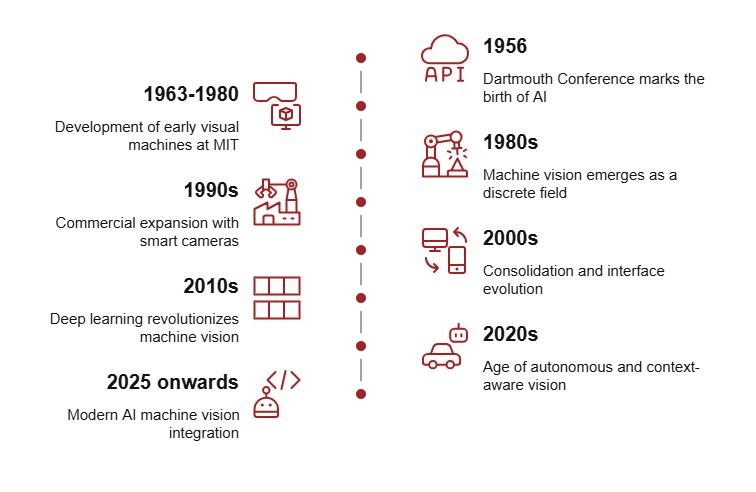
Développement Précoce de la Technologie des Capteurs Visuels
La technologie des capteurs visuels a commencé à émerger à la fin des années 1950, alors que les avancées en électronique, dispositifs d'imagerie et systèmes informatiques créaient de nouvelles possibilités pour l'inspection automatisée et la perception machine. Les chercheurs ont recherché des méthodes permettant aux machines de collecter des informations visuelles de leur environnement et d'utiliser ces informations pour soutenir des opérations automatisées.
Les premiers systèmes visuels étaient relativement simples et étaient limités par les capacités des caméras disponibles, du matériel de traitement et des dispositifs de stockage. L'acquisition d'image était lente, les ressources de calcul étaient rares et seules des fonctions d'analyse d'image de base pouvaient être réalisées. Malgré ces limitations, ces développements initiaux ont établi la base de la technologie de vision par machine moderne.
À mesure que les ordinateurs devenaient plus puissants et que la technologie des capteurs d'image s'améliorait, les capteurs visuels ont progressivement fait la transition de projets de recherche en laboratoire à des outils industriels pratiques.
L'émergence de la recherche sur la vision par robot
Dans les années 1960, les efforts de recherche se sont étendus vers la vision par robot, en se concentrant sur la capacité des machines à reconnaître et interagir avec des objets dans leur environnement. Les premières études impliquaient généralement des environnements intérieurs contrôlés contenant des objets aux formes simples et aux emplacements prévisibles.
Les chercheurs ont développé des techniques pour détecter les contours, identifier les formes géométriques, séparer les objets des arrière-plans et déterminer les positions des objets dans une image. Ces investigations ont introduit de nombreux concepts qui restent fondamentaux pour la vision par machine moderne, y compris la segmentation d'image, l'extraction de caractéristiques, la reconnaissance d'objets et l'analyse de motifs.
Bien que les limitations de calcul aient restreint les capacités des systèmes, cette période a marqué le début de la perception visuelle basée sur des machines et a fourni la base pour les technologies d'automatisation futures.
Expansion dans les applications industrielles
Dans les années 1970, les améliorations en électronique et technologie de calcul ont rendu les capteurs visuels de plus en plus pratiques pour une utilisation industrielle. Les fabricants ont commencé à adopter des systèmes de vision par machine pour des tâches d'inspection et de mesure qui étaient répétitives, intensives en main-d'œuvre ou difficiles à réaliser de manière cohérente par inspection manuelle.
Certaines des premières applications industrielles comprenaient :
• Fabrication de circuits intégrés
• Assemblage électronique de précision
• Inspection de l'emballage de boissons
• Systèmes de contrôle qualité automatisés
Dans la production de semi-conducteurs, des systèmes visuels étaient utilisés pour inspecter des motifs de circuits fins et identifier les défauts de fabrication. Dans les opérations d'assemblage électronique, ils vérifiaient le placement et l'alignement des composants. Les systèmes d'emballage utilisaient la vision par machine pour inspecter les étiquettes, les niveaux de remplissage, les fermetures et l'intégrité des emballages. Ces applications ont démontré la capacité des capteurs visuels à améliorer à la fois la qualité des produits et l'efficacité de la production.
Avancées technologiques qui ont accéléré le développement
Le développement des capteurs visuels a été accéléré par les progrès dans plusieurs disciplines scientifiques et d'ingénierie.
Les avancées dans le traitement d'images numériques ont amélioré l'amélioration d'image, la réduction du bruit et les techniques d'extraction de caractéristiques. La recherche en reconnaissance de motifs a permis aux systèmes d'identifier des objets, des symboles et des caractéristiques visuelles récurrentes avec une plus grande précision. Les améliorations en informatique graphique ont soutenu une représentation et une analyse d'images plus efficaces.
Les études sur la perception visuelle humaine ont également influencé les méthodes d'interprétation des images, tandis que les avancées dans les technologies informatiques intelligentes ont amélioré la classification des objets, la reconnaissance de motifs et les capacités de prise de décision automatisée.
Ces développements ont permis aux systèmes de vision par machine de dépasser les simples inspections et d'effectuer des tâches plus avancées telles que le guidage de robots, la classification des défauts, le suivi des objets, la mesure dimensionnelle et le contrôle des processus.
Évolution des dispositifs d'imagerie
L'avancement des capteurs visuels a été étroitement lié aux améliorations de la technologie de détection d'image.
Les premiers systèmes de vision par machine s'appuyaient sur la technologie des tubes caméra pour l'acquisition d'image. Bien que ces dispositifs permettaient une inspection visuelle de base, ils souffraient souvent d'une qualité d'image inférieure, d'une taille physique plus grande, d'une stabilité réduite et de besoins d'entretien plus importants.
L'introduction des capteurs CCD (Charge-Coupled Device) a représenté une avancée technologique majeure. Les capteurs CCD ont fourni une meilleure qualité d'image, une sensibilité à la lumière supérieure, une meilleure fiabilité et des performances plus constantes. Ces avantages ont considérablement amélioré la précision et l'efficacité des systèmes de vision par machine.
L'adoption de la technologie CCD a permis des applications d'inspection, de mesure et d'automatisation plus précises dans une large gamme d'industries.
Technologie moderne des capteurs visuels
Les capteurs visuels modernes offrent des capacités bien supérieures à celles des systèmes précédents. Les avancées dans la conception des capteurs, le matériel de traitement, les technologies de communication et les algorithmes de traitement d'image ont considérablement augmenté les performances et la fonctionnalité.
Les systèmes actuels peuvent capturer des images haute résolution, traiter de grandes quantités de données d'image en temps réel et effectuer des analyses complexes en quelques fractions de seconde. Des fonctionnalités telles que la mise au point automatique, l'acquisition d'images à grande vitesse, l'imagerie tridimensionnelle, la reconnaissance d'objets et des fonctions de mesure avancées sont désormais largement disponibles.
À mesure que la robotique et l'automatisation industrielle continuent d'évoluer, les capteurs visuels sont devenus des outils essentiels pour l'inspection, la mesure, le guidage robotique, la surveillance des processus et la prise de décision automatisée. Aujourd'hui, ils jouent un rôle crucial dans la fabrication, la production d'électronique, l'assemblage automobile, la logistique, la fabrication de semi-conducteurs, la production de dispositifs médicaux et d'autres applications industrielles avancées.
Conclusion
La vision par ordinateur améliore la précision, la vitesse et la cohérence de la production en remplaçant l'inspection visuelle manuelle par une analyse d'image automatisée. Ses performances dépendent d'un éclairage approprié, du choix de la caméra, du traitement d'image, de l'étalonnage et de l'intégration du système. À mesure que la fabrication et l'automatisation continuent de progresser, la vision par ordinateur reste essentielle pour le contrôle de la qualité, la détection des défauts, la mesure, le tri et le guidage robotique.
Questions Fréquemment Posées [FAQ]
1. Pourquoi l'éclairage est-il souvent considéré comme le facteur le plus critique dans les performances des systèmes de vision par ordinateur ?
L'éclairage affecte directement la qualité de l'image capturée par la caméra. Même une caméra haute résolution peut avoir des difficultés à détecter des défauts, des bords, des marquages ou des caractéristiques dimensionnelles si l'objet n'est pas correctement éclairé. Un bon éclairage améliore le contraste, réduit les ombres et les reflets, et met en évidence les caractéristiques importantes à inspecter. Dans de nombreuses applications de vision par ordinateur, améliorer la configuration d'éclairage peut avoir un impact plus grand sur la précision de l'inspection que de mettre à niveau la caméra elle-même.
2. Comment les systèmes de vision par ordinateur obtiennent-ils des résultats d'inspection plus cohérents que l'inspection manuelle ?
Les systèmes de vision par ordinateur évaluent chaque produit en utilisant les mêmes règles d'inspection programmées, méthodes de mesure et critères d'acceptation. Contrairement aux inspecteurs humains, ils ne sont pas affectés par la fatigue, les changements de concentration, les conditions d'éclairage ou le jugement subjectif. Chaque image est analysée en utilisant des algorithmes identiques, ce qui permet au système de produire des résultats hautement répétables à travers des milliers de cycles d'inspection. Cette cohérence aide les fabricants à maintenir des normes de qualité stables et à réduire la variabilité de l'inspection.
3. Pourquoi les capteurs visuels sont-ils plus flexibles que les capteurs photoélectriques traditionnels dans les systèmes d'automatisation modernes ?
Les capteurs photoélectriques sont généralement conçus pour détecter la présence ou l'absence d'un objet à un emplacement spécifique. Les capteurs visuels vont beaucoup plus loin en capturant des images complètes et en analysant plusieurs caractéristiques simultanément. Un seul capteur visuel peut inspecter la taille, la forme, la position, l'orientation, la couleur, les marquages et les conditions de surface lors d'un cycle d'inspection. De plus, les critères d'inspection peuvent souvent être modifiés par des mises à jour logicielles plutôt que par des changements matériels, rendant les capteurs visuels hautement adaptables aux variations de produits et aux changements de fabrication.
4. Comment la vision par ordinateur soutient-elle le guidage robotique et les opérations de fabrication automatisées ?
La vision par ordinateur fournit aux robots des informations précises sur la location, l'orientation, les dimensions et le positionnement des objets. Après avoir capturé et traité une image, le système de vision calcule les coordonnées et envoie cette information au contrôleur de robot. Le robot peut ensuite ajuster ses mouvements pour effectuer des tâches telles que des opérations de prise et de placement, l'assemblage, le tri, l'emballage ou l'inspection de la qualité. Cette capacité permet aux systèmes automatisés de gérer des produits qui peuvent arriver dans différentes positions ou orientations tout en maintenant une grande précision et efficacité.
5. Pourquoi la vision par ordinateur est-elle devenue de plus en plus importante dans des secteurs tels que la fabrication, l'agriculture, la santé et le transport ?
La vision par ordinateur combine l'acquisition d'images, l'analyse automatisée, la mesure et la prise de décision en une seule plateforme technologique. Dans la fabrication, elle améliore le contrôle de la qualité et l'efficacité de la production. En agriculture, elle soutient la surveillance des cultures et le tri des produits. Dans le secteur de la santé, elle aide à l'analyse des images médicales et au soutien au diagnostic. Dans le transport, elle permet la surveillance du trafic et la reconnaissance des plaques d'immatriculation. Parce que la vision par ordinateur peut traiter de grandes quantités d'informations visuelles rapidement, précisément et de manière cohérente, elle est devenue une technologie clé pour l'automatisation, l'inspection, la surveillance et la prise de décision intelligente dans de nombreux secteurs.
Blog connexe
-
Fiche technique MOSFET IRLZ44N, circuit, équivalent, épingle
![Fiche technique MOSFET IRLZ44N, circuit, équivalent, épingle]()
2024/08/28
L'IRLZ44N est un MOSFET de puissance à nailaux N largement utilisé.Renommé pour ses excellentes capacités de commutation, il est très adapté à ... -
Combien de zéros dans un million, des milliards de milliards de billions?
![Combien de zéros dans un million, des milliards de milliards de billions?]()
2024/07/29
Des millions représentent 106, un chiffre facilement saisissable par rapport aux articles quotidiens ou aux salaires annuels. Milliards, équivalent ... -
Température de la batterie trop basse, la charge s'est arrêtée.Comment le réparer?
![Température de la batterie trop basse, la charge s'est arrêtée.Comment le réparer?]()
2024/10/6
Les problèmes de charge de batterie de téléphone portable sont courants mais peuvent être gérés efficacement.La température joue un rôle impor... -
BC547 Guide complet du transistor
![BC547 Guide complet du transistor]()
2024/07/4
Le transistor BC547 est couramment utilisé dans une variété d'applications électroniques, allant des amplificateurs de signal de base aux circuits... -
Un guide complet des multiplexeurs et leur rôle dans les systèmes numériques
![Un guide complet des multiplexeurs et leur rôle dans les systèmes numériques]()
2025/09/20
Les multiplexeurs sont des composants des systèmes numériques, conçus pour canaliser plusieurs signaux d'entrée dans une seule ligne de sortie en ... -
Guide complet du SCR (redresseur contrôlé en silicium)
![Guide complet du SCR (redresseur contrôlé en silicium)]()
2024/04/22
Les redresseurs contrôlés en silicium (SCR), ou thyristors, jouent un rôle central dans la technologie de l'électronique de puissance en raison de... -
LR621, SR621SW, 364, équivalents de batterie AG1 et remplacements
![LR621, SR621SW, 364, équivalents de batterie AG1 et remplacements]()
2024/07/15
Les batteries de bouton LR621 et SR621SW sont répandues dans des appareils électroniques compacts comme les montres, les petits jouets, les calculat... -
CR2450 vs CR2032 Comparaison: tout ce que vous devez savoir
![CR2450 vs CR2032 Comparaison: tout ce que vous devez savoir]()
2025/09/15
Les batteries de bouton comme CR2450 et CR2032 alimentent de nombreux appareils électroniques de tous les jours, des montres et télécommandes aux d... -
Fondamentaux des circuits d'amplificat
![Fondamentaux des circuits d'amplificat]()
2023/12/28
Dans le monde complexe de l'électronique, un voyage dans ses mystères nous conduit invariablement à un kaléidoscope de composants de circuit, à l... -
Comparaison des différences et applications des NMOS et PMO
![Comparaison des différences et applications des NMOS et PMO]()
2024/11/15
Comprendre les différences entre les transistors NMOS et PMOS est important pour concevoir des circuits efficaces.Les NMOS (N-Type Metal-Oxide-Semico...










Pièces chaudes
- 08052U6R2DAT2A
- UCC2897PWR
- NE555DR
- MB39A132QN-G-ERE1
- TLA-6T207-T
- NCP1207ADR2G
- LMP8603QMM/NOPB
- TPA0172PWPR
- MB90099PFV
- LM2904N
- DF36912GFHV
- LM5085QMY/NOPB
- T494A225M020AT
- R5F211B4D11SP
- BC817-40WT1G
- 12065C473KHT1A
- 06035C183KA12A
- CGA8M3X7R1H475K200KB
- GRM0225C1E6R8WA03L
- CAT809SEUR-T
- 12067A3R3CAT2A
- Z84C1510FEG
- TLE8444SL
- ST8024LC
- AD7980BRMZRL7
- GJM0335C1E3R8WB01D
- MTFC32GLXDI-WT
- GQM2195C2E220FB12J
- BC313143A03-IRK-E4
- AD1884AJCPZ
- TMS320D610A003PYP
- 6RI100G-160B
- EPM2210F256C5N
- CGA9N2X7R2A105K230KA
- 1812SC222KAT9A
- B32021A3102K000
- T491A475M006AT4280
- T491X106K050AT7280
- EL10007A
- MC68302CFE16-4B14M
- MSM51V8222A-30G3-K
- MT58L64L18F-10A
- TVP5145PFPG4
- LC4064V-5TN100C-75I
- FZT560QTA
- HY5S5B6ELF-SEDR
- MC9SDB64CFUR2
- R5S726B1P216FP
- MP3437GRP-Z
- MCP23S17-E/SS SSOP-28